Renault Moteur injection directe diesel Manuel de Réparation: Caractéristiques
CULASSE
Méthode de serrage
Moteurs S9U-S9W
La repose de la culasse nécessite un pré-serrage et serrage angulaire.
Toutes les vis de la culasse doivent être remplacées systématiquement après un démontage.
Graisser à l'huile moteur les filets et sous les têtes de vis.
Rappel : afin d'obtenir un serrage correct des vis, retirer avec une seringue l'huile pouvant se trouver dans les trous de fixation de la culasse.
Pré-serrage : 6 daN.m
Contrôle : 6 daN.m
Serrage (angle) : 180 +- 10"
 Vis courtes.
Vis courtes.
 Vis longues.
Vis longues.
Pas de resserrage de la culasse.
Hauteur de la culasse (en mm) : H = 150 +- 0,01
Faire éprouver la culasse pour détecter une fissure éventuelle (se reporter à la vérification du plan de joint en chapitre "Réfection moteur").
Déformation maxi du plan de joint (en mm) : 0,05
Rectification maxi du plan de joint (en mm) :
- S9U : 0,4
- S9W : 0,3
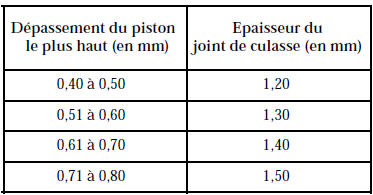
Epaisseur du joint de culasse L'épaisseur du joint de culasse est frappé sur celuici (1).
Le repère (2) du joint de culasse est à placer vers le haut : ALTO = haut.
Première monte : épaisseur 1,20 mm
En rechange, il existe différentes épaisseurs de joint de culasse.
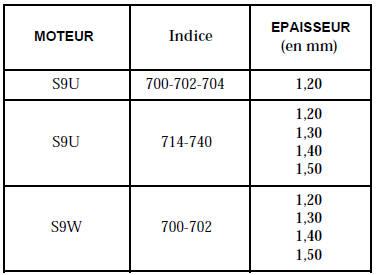
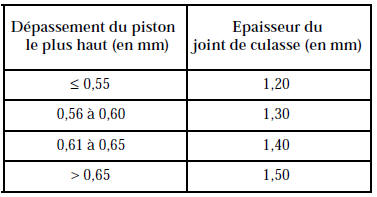
Il est impératif de recalculer l'épaisseur du joint de culasse.
REMARQUE : dans le cas de remplacement :
- du vilebrequin,
- du carter cylindres,
- des bielles,
- des pistons.
S9U 714-740
S9W Tous Types
Soupapes
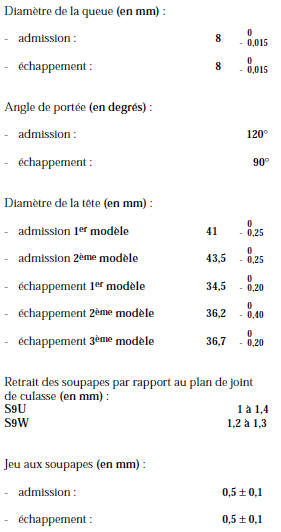
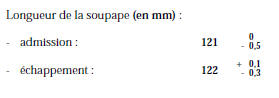
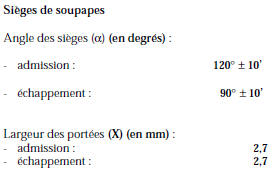
Pour la rectification des sièges de soupapes, se reporter au chapitre "Réfection moteur".
Injecteurs
Dépassement des injecteurs (en mm) : 3 à 3,54
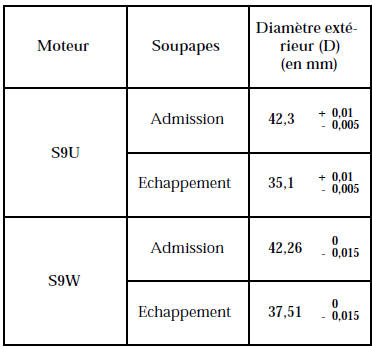
Guides de soupapes
Longueur (en mm) :
- admission : 56
- échappement : 56
Diamètre intérieur (en mm) : 8,023 à 8,038
Diamètre extérieur (en mm) : 13,012 à 13,025
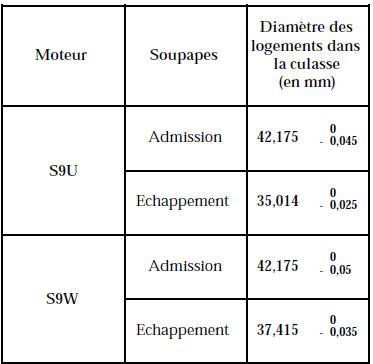
Diamètre du logement dans la culasse (en mm) :
- cote d'origine : 12,950 à 12,985
- cote réparation : 13,200 à 13,275
Les guides d'admission et d'échappement possèdent des joints d'étanchéité de queue de soupapes, qu'il est impératif de changer à chaque démontage des soupapes.
Position des guides de soupapes d'admission et d'échappement
Position des guides de soupapes d'admission et d'échappement par rapport au plan de joint de culasse A (en mm) :
- S9U : A = 96,7 à 97,3
- S9W : A = 93 +- 0,3
Ressorts de soupapes
Les ressorts de soupapes d'admission et d'échappement sont identiques.
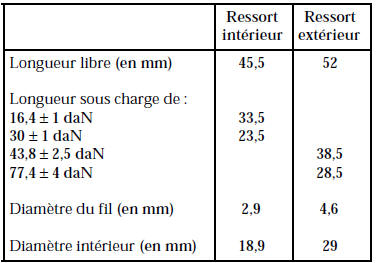
NOTA : la détérioration d'un ressort doit obligatoirement entraîner le remplacement des deux.
Poussoirs
Diamètre extérieur (en mm) :
- Origine : 43,95 à 43,97
- Réparation : 44,15 à 44,17
Diamètre des logements (en mm) :
- Origine : 44 à 44,025
- Réparation : 44,2 à 44,225
Jeu entre poussoirs et logements (en mm) : 0,030 à 0,075
Arbre à cames
Nombre de paliers : 5
Jeu longitudinal (en mm) : 0,20 à 0,50
Diamètre des paliers (en mm) : 33,934 à 33,950
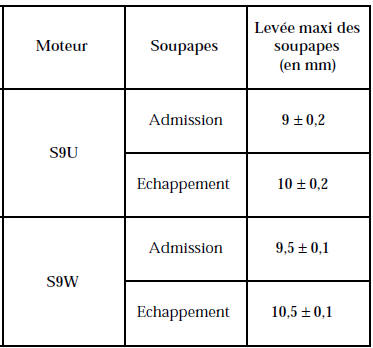
Levée de cames (en mm) :
- S9U :
- admission : 9 +- 0,2
- échappement : 10 +- 0,2
- S9W :
- admission : 9,5 +- 0,1
- échappement : 10,5 +- 0,1
Diagramme de distribution :
- S9U-S9W tous types sauf S9W 702 :
- Avance ouverture admission (AOA) 8"
- Retard fermeture admission (RFA) 37"
- Avance ouverture échappement (AOE) 48"
- Retard fermeture échappement (RFE) 8"
- S9W 702 :
- Avance ouverture admission (AOA) 8"
- Retard fermeture admission (RFA) 48"
- Avance ouverture échappement (AOE) 48"
- Retard fermeture échappement (RFE) 8"
- Repère fixe Point Mort Haut carter cylindres
- Repère mobile Point Mort Haut volant moteur
- Repère mobile Point Mort Bas volant moteur
- Avance Ouverture Admission AOA
- Avance Ouverture Echappement AOE
- Retard Fermeture Admission RFA
- Retrard Fermeture Echappement RFE
- Sens de rotation moteur (côté volant moteur)
PISTONS
Moteur S9U
Origine des pistons : BORGO
KARL SCHMID
MONDIAL PISTON
Marquage des pistons
1 Sert uniquement pour le fournisseur
2 La classe du piston (A-B-C)
3-4 Sert uniquement pour le fournisseur
5 Le sens du piston côté volant moteur
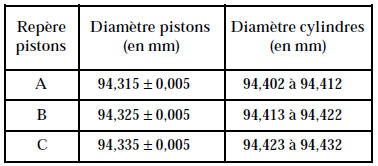
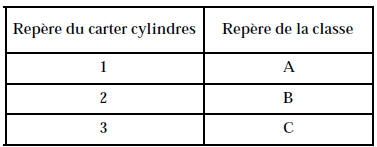
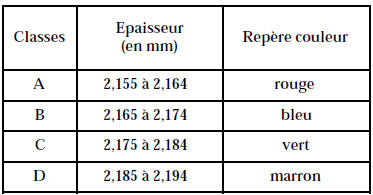
Tableau des classes des diamètres de pistons
Repérage du diamètre des pistons par rapport au diamètre du carter cylindres.
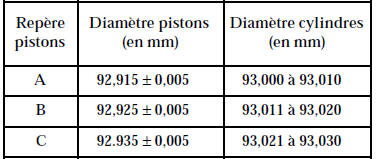
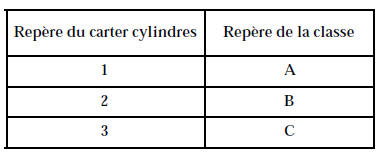
Classes des fûts du carter cylindres
ATTENTION : il est impératif de respecter les appariements des diamètres entre pistons et fûts du carter cylindres, pour cela les quatre premiers chiffres (A) situés sur la plaque d'identification du moteur permettent d'identifier la classe de tolérance des fûts et, pas conséquent les diamètres des pistons correspondants (voir tableau d'appariement ci-après).
NOTA : (A) : les quatre premiers chiffres donnent la classe de diamètre 1, 2 ou 3.
Mesure du diamètre du piston
La mesure du diamètre doit s'effectuer à la cote : A = 17 mm.
Cote réparation :
- diamètre cylindres (en mm) : 93,4
- diamètre piston (en mm) : 93,320 +- 0,009
Emanchement de l'axe tournant dans la bielle et dans le piston.
L'axe de piston est maintenu par des circlips.
Axe de piston
Diamètre de l'alésage dans le piston (en mm) : 32
Diamètre de l'axe (en mm) : 31,99
Moteur S9W
Origine des pistons : KARL SCHMID
MONDIAL PISTON
Marquage des pistons
1 Sert uniquement pour le fournisseur
2 La classe du piston (A-B-C)
3-4 Sert uniquement pour le fournisseur
5 Le sens du piston côté volant moteur
Tableau des classes des diamètres de pistons
Repérage du diamètre des pistons par rapport au diamètre du carter cylindres.
Classes des fûts du carter cylindres
ATTENTION : il est impératif de respecter les appariements des diamètres entre pistons et fûts du carter cylindres, pour cela les quatre premiers chiffres (A) situés sur la plaque d'identification du moteur permettent d'identifier la classe de tolérance des fûts et, pas conséquent les diamètres des pistons correspondants (voir tableau d'appariement ci-après).
NOTA : (A) : les quatre premiers chiffres donnent la classe de diamètre 1, 2 ou 3.
Evolution des pistons :
- Piston classique (1),
- Piston équipé d'une bielle tête de vipère (2)
Mesure du diamètre du piston
La mesure du diamètre doit s'effectuer à la cote :
A = 17 mm pour un piston classique,
A = 10 mm pour un piston équipé d'une bielle
tête de vipère.
Cote réparation :
- diamètre cylindres (en mm) : 94,8
- diamètre piston (en mm) : 94,706 à 94,720
Emmanchement de l'axe tournant dans la bielle et dans le piston.
L'axe de piston est maintenu par des circlips.
Axe de piston
Diamètre de l'alésage dans le piston (en mm) : 32
Diamètre de l'axe (en mm) : 31,99
Diamètre intérieur de l'axe (en mm) : 16
Longueur de l'axe (en mm) :
- bielle tête de vipère: 72
- bielle normale : 78
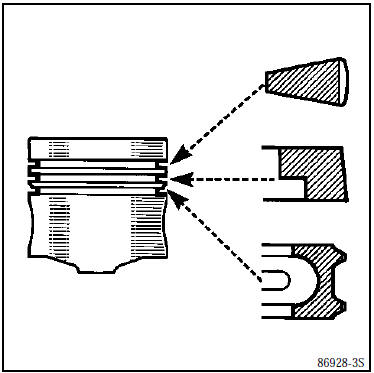
Segments
Moteur S9U
Trois segments (épaisseur en mm) :
- coup de feu : 3
- étanchéité : 2
- racleur : 3
Le segment coup de feu n'a pas de sens de montage.
Il est de forme trapézoïdale. L'indication TOP des deux autres segments est dirigée vers le haut de la tête du piston.
Jeu (X) des segments dans les gorges de pistons (en mm)
CE JEU EST IDENTIQUE POUR LES MOTEURS S9U ET S9W.
Jeu des segments d'étanchéité et racleur (en mm) :
- étanchéité : 0,055 à 0,100
- racleur : 0,043 à 0,090
Jeu du segment coup de feu (en mm) : 0,088 à 0,147
Introduire le piston dans son fût muni du segment coup de feu. Faire dépasser le piston du carter cylindres de façon que le segment sorte de la moitié de son épaisseur.
Dans cette position, mesurer la cote (X) à l'aide d'un jeu de cales.
Jeu à la coupe (livrés ajustés) (en mm) :
- coup de feu : 0,25 à 0,50
- étanchéité : 0,60 à 0,85
- racleur : 0,30 à 0,60
Moteur S9W
Trois segments (épaisseur en mm) :
- coup de feu : 3
- étanchéité : 2
- racleur : 3
Evolution segments introduite avec bielle tête de vipère (épaisseur en mm) :
- coup de feu : 2,5
- étanchéité : 2
- racleur : 2,5
Jeu à la coupe (en mm) :
- coup de feu : 0,2 à 0,35
- étanchéité : 0,3 à 0,55
- racleur : 0,3 à 0,55
Montage des segments
Ne pas retoucher le jeu à la coupe.
Tiercer les segments.
BIELLES
Jeu latéral de la tête de bielle (en mm) : 0,20 à 0,45
Diamètre du logement des coussinets (en mm) : 60,333 à 60,348
Diamètre du logement de la bague (en mm) : 34,86 à 34,89
Diamètre du pied de bielle (en mm) :
- sans bague : 35
- avec bague : 32
Entraxe entre tête et pied de bielle (en mm) : 157 +- 0,03
ATTENTION : pour repérer les chapeaux de bielles par rapport à leurs corps, il ne faut pas utiliser de pointeau, pour éviter toute amorce de cassure de la bielle. Utiliser un crayon indélébile.
Evolution des bielles :
- bielle normale (1),
- bielle tête de vipère (2).
Remontage et assemblage bielles/pistons
Sens de montage de la bielle par rapport au piston.
Placer du même côté la chambre de turbulence (A) et le repère (B) correspondant au numéro du cylindre gravé sur la tête de bielle ou effectué au démontage.
Sens de montage des circlips sur le piston
Monter les circlips sur le piston comme indiqué cidessous
CHEMISES
Identification des chemises
1er modèle
2ème modèle
- Chemise
- Bloc cylindres
- Chanfrein
Les chemises sont du type sèches, usinées après emmanchement à force dans le carter-cylindres.
Diamètre intérieur (en mm) :
- S9U :
- cote d'origine : 93 à 93,030
- cote de réparation : 93,4 à 93,430
- S9W :
- cote d'origine : 94,402 à 94,432
- cote de réparation : 94,802 à 94,832
Après quoi il faudra remplacer les chemises.
Diamètre extérieur (en mm) :
- S9U :
- cote d'origine : 95,970 à 96
- cote de réparation : 96,17 à 96,2
- S9W :
- cote d'origine : 97,47 à 97,50
- cote de réparation : 97,67 à 97,7
Alésage des logements de chemises (en mm) :
- S9U :
- cote d'origine : 95,9 à 95,94
- cote de réparation : 96,1 à 96,14
- serrage des chemises dans le bloc : 0,03 à 0,10
- S9W :
- cote d'origine : 97,39 à 97,45
- cote de réparation : 97,59 à 97,65
- serrage des chemises dans le bloc : 0,02 à 0,11
Assemblage chemises/carter-cylindres
L'élimination de la chemise est réalisée par l'alésage, de celle-ci ou à la presse à l'aide d'un cylindre de diamètre correspondant
La mise en place du fût dans le bloc s'effectue à sec à l'aide d'une presse.
Effectuer un chanfrein sur le bord extérieur de la chemise 1er modèle.
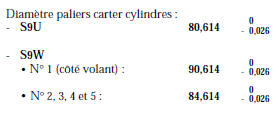
VILEBREQUIN
Nombre de paliers : 5
Tourillons galetés (en mm) :
- S9U Ø nominal 76,2
- S9W Ø nominal
- N" 1 (côté volant) : 86,208
- N" 2, 3, 4 et 5 : 80,208
Manetons galetés (en mm) :
- S9U Ø nominal 56,53
- S9W Ø nominal 56,515 à 56,538
Manetons, tourillons : cotes réparation :
- 1ère réparation : Ø nominal - 0,254
- 2ème réparation : Ø nominal - 0,508
En cas de rectification, le galetage doit subsister intact sur 140" dans les zones indiquées par les flèches.
Ces zones sont définies sur les sections (A) et (B) prises comme exemple.
Jeu longitudinal du vilebrequin (en mm) :
- S9U 0,05 à 0,32
- S9W 0,06 à 0,31
Les cales latérales sont solidaires des demicoussinets du palier n" 1.
COUSSINETS
Coussinets de vilebrequin
Coussinets de bielles
Epaisseur des coussinets de bielle (en mm) :
- côté bielle : 1,889 à 1,899
- côté chapeau : 1,861 à 1,871
Les coussinets de bielles supérieurs et inférieurs sont différents.
IL EST IMPERATIF DE RESPECTER L'ORDRE DE MONTAGE SUIVANT.
- Repère STELO gravé sur le coussinet de corps de bielle
- Repère CAPELLO gravé sur le coussinet du chapeau de bielle
En rechange le Magasin des Pièces de Rechange ne livre que des coussinets identiques non repérés.
POMPE A HUILE
Contrôle des jeux
Vérifier :
- le jeu entre les dents des pignons (en mm) : 0,12
- le jeu (A) entre le sommet des dents de pignons et le carter (en mm) : 0,06 à 0,17
- le jeu latéral (J) entre les pignons et le plan de joint de couvercle (en mm) : 0,06 à 0,13
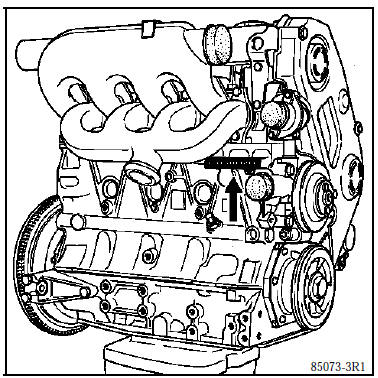
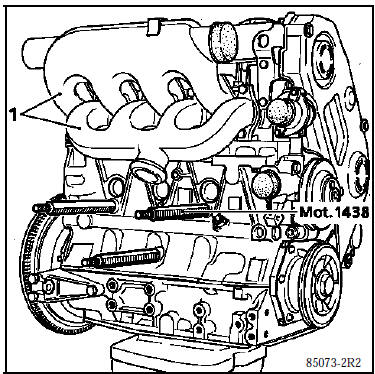
PREPARATION DU MOTEUR POUR LA MISE SUR SUPPORT
Fixation du moteur sur le support Mot. 792-03 avec les deux tiges M et la tige M1 - Mot. 1438 Avant de fixer le moteur sur le support Mot. 792-03, il est nécessaire de déposer le faisceau électrique moteur et de vidanger l'huile moteur.
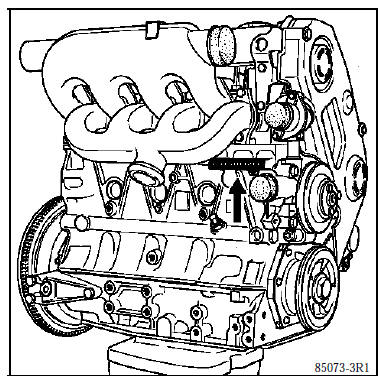
Déposer :
- le turbo,
- les collecteurs d'admission et d'échappement (1),
- lecompresseur de climatisation (suivant version),
- le tube métallique de réaspiration des vapeurs d'huile bas moteur.
Présenter l'ensemble moteur, équipé des trois tiges M, de façon que ces dernières s'adaptent dans les trous 18, 19 et 20 de la plaque.
INGREDIENTS
PRECAUTIONS
LAVAGE MOTEUR
Protéger la courroie de distribution et la courroie d'accessoires, afin d'éviter la projection d'eau et de produits de lavage sur ceux-ci.
Ne pas introduire d'eau dans les tuyauteries d'admission d'air.
POSE DE FILETS RAPPORTES
Les trous taraudés de l'ensemble des pièces composant le moteur peuvent être remis en état en utilisant des filets rapportés.
| Type | Quantité | Organe concerné | N" M.P.R.
(SODICAM) |
| RAVITOL S 56 |
- |
Nettoyage des pièces. | 77 01 421 513 |
| DECAPJOINT | Enduire | Nettoyage des plans de joint. | 77 01 405 952 |
| LOCTITE 518 | Enduire | Boîtier d'eau, pompe à eau, semelle du carter cylindres (suivant version) | 77 01 421 162 |
| LOCTITE FRENETANCH | 1 à 2 gouttes | Vis de fixation : volant moteur, poulie de vilebrequin, poulie d'arbre à cames, groupe auxiliaire, tube du circuit de refroidissement sur culasse. | 77 01 394 070 |
PIECES A REMPLACER LORSQU'ELLES ONT ETE DEMONTEES
- Tous les joints.
- Vis de volant moteur.
- Vis de paliers de vilebrequin.
- Vis de culasse.
- Vis de chapeaux de bielles.
- Les rondelles de cuivre des porte-injecteurs.
- Bouchons de canalisation.
- Tube rigide de circuit de refroidissement.
- Les courroies.
- Le galet tendeur de distribution.

 Echange standard
Echange standard
PREPARATION DU MOTEUR USAGE POUR LE
RETOUR
Le moteur devra être nettoyé et vidangé (huile et
eau).
Laisser sur le moteur usagé ou joindre dans le carton
de retour :
...
D'autres materiaux:
Interprétation des défauts
DF001
PRESENT
OU
MEMORIS3E
CALCULATEUR
CONSIGNES
Particularités : pour permettre l'analyse de la défaillance du
calculateur
retourné, il est formellement interdit d'utiliser la commande RZ001 "effacement
mémoire défaut" lorsq ...
"Haut de gamme" : Code de
protection
Deux composants de l'autoradio sont protégés par un
code.
Un premier code de protection à quatre chiffres est lié
à l'ampli-tuner. Ce code est demandé à l'utilisateur
après chaque coupure d'alimentation. Le code doit être
intro ...
Essuie-vitre arrière
Outillage spécialisé indispensable
Ele. 1294-01
Outil de dépose de
bras d'essuie-vitre
Couples de serragem
vis de fixation du moteur
0,8 daN.m
vis de fixation du bras
d'essuie-vitre
1,2 daN.m
...
